ਕੀੜਾ ਗੇਅਰ ਸੰਚਾਲਿਤ ਵੇਫਰ ਕਿਸਮ ਬਟਰਫਲਾਈ ਵਾਲਵ



ਉਤਪਾਦ ਵੇਰਵਾ
| ਆਕਾਰ ਅਤੇ ਦਬਾਅ ਰੇਟਿੰਗ ਅਤੇ ਮਿਆਰ | |
| ਆਕਾਰ | ਡੀ ਐਨ 40-ਡੀ ਐਨ 1200 |
| ਦਬਾਅ ਰੇਟਿੰਗ | PN10, PN16, CL150, JIS 5K, JIS 10K |
| ਆਹਮੋ-ਸਾਹਮਣੇ STD | API609, BS5155, DIN3202, ISO5752 |
| ਕਨੈਕਸ਼ਨ STD | PN6, PN10, PN16, PN25, 150LB, JIS5K, 10K, 16K, GOST33259 |
| ਅੱਪਰ ਫਲੈਂਜ ਐਸਟੀਡੀ | ਆਈਐਸਓ 5211 |
| ਸਮੱਗਰੀ | |
| ਸਰੀਰ | ਕਾਸਟ ਆਇਰਨ (GG25), ਡਕਟਾਈਲ ਆਇਰਨ (GGG40/50), ਕਾਰਬਨ ਸਟੀਲ (WCB A216), ਸਟੇਨਲੈੱਸ ਸਟੀਲ (SS304/SS316/SS304L/SS316L), ਡੁਪਲੈਕਸ ਸਟੇਨਲੈੱਸ ਸਟੀਲ (2507/1.4529), ਕਾਂਸੀ, ਐਲੂਮੀਨੀਅਮ ਮਿਸ਼ਰਤ ਧਾਤ। |
| ਡਿਸਕ | DI+Ni, ਕਾਰਬਨ ਸਟੀਲ (WCB A216), ਸਟੇਨਲੈੱਸ ਸਟੀਲ (SS304/SS316/SS304L/SS316L), ਡੁਪਲੈਕਸ ਸਟੇਨਲੈੱਸ ਸਟੀਲ (2507/1.4529), ਕਾਂਸੀ, DI/WCB/SS ਐਪੌਕਸੀ ਪੇਂਟਿੰਗ/ਨਾਈਲੋਨ/EPDM/NBR/PTFE/PFA ਨਾਲ ਲੇਪਿਆ ਹੋਇਆ |
| ਡੰਡੀ/ਸ਼ਾਫਟ | SS416, SS431, SS304, SS316, ਡੁਪਲੈਕਸ ਸਟੇਨਲੈਸ ਸਟੀਲ, ਮੋਨੇਲ |
| ਸੀਟ | NBR, EPDM/REPDM, PTFE/RPTFE, ਵਿਟਨ, ਨਿਓਪ੍ਰੀਨ, ਹਾਈਪਾਲੋਨ, ਸਿਲੀਕਾਨ, PFA |
| ਝਾੜੀ | ਪੀਟੀਐਫਈ, ਕਾਂਸੀ |
| ਓ ਰਿੰਗ | ਐਨਬੀਆਰ, ਈਪੀਡੀਐਮ, ਐਫਕੇਐਮ |
| ਐਕਚੁਏਟਰ | ਹੈਂਡ ਲੀਵਰ, ਗੇਅਰ ਬਾਕਸ, ਇਲੈਕਟ੍ਰਿਕ ਐਕਚੁਏਟਰ, ਨਿਊਮੈਟਿਕ ਐਕਚੁਏਟਰ |
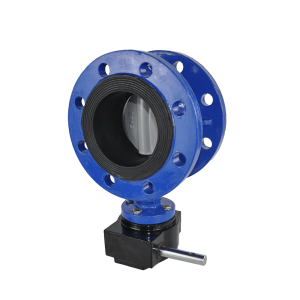
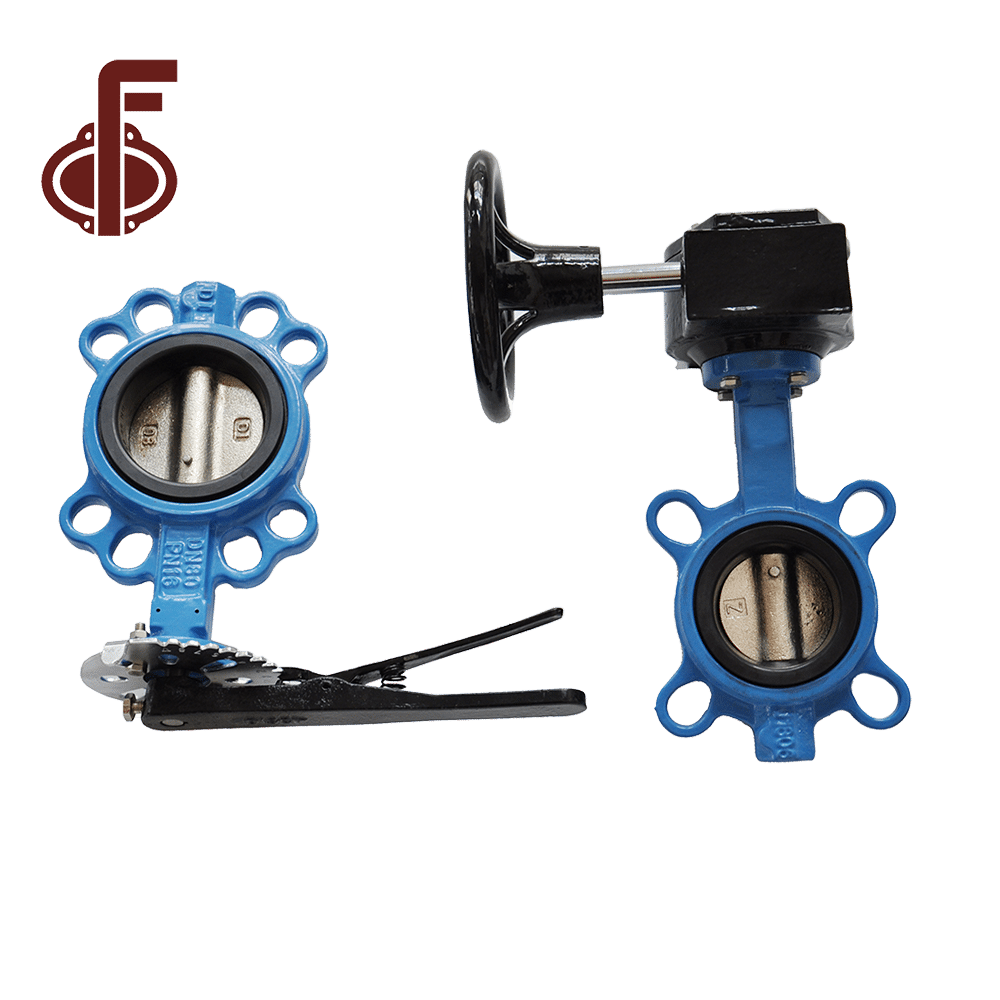
ਉਤਪਾਦ ਡਿਸਪਲੇ





ਉਤਪਾਦ ਫਾਇਦਾ
ਵਾਲਵ ਬਾਡੀ GGG50 ਸਮੱਗਰੀ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ, ਇਸ ਵਿੱਚ ਉੱਚ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾ ਹੈ, ਗੋਲਾਕਾਰੀਕਰਨ ਦੀ ਦਰ 4 ਕਲਾਸ ਤੋਂ ਵੱਧ ਹੈ, ਸਮੱਗਰੀ ਦੀ ਲਚਕਤਾ 10 ਪ੍ਰਤੀਸ਼ਤ ਤੋਂ ਵੱਧ ਬਣਾਉਂਦੀ ਹੈ। ਨਿਯਮਤ ਕਾਸਟ ਆਇਰਨ ਦੀ ਤੁਲਨਾ ਵਿੱਚ, ਇਹ ਉੱਚ ਦਬਾਅ ਦਾ ਸਾਹਮਣਾ ਕਰ ਸਕਦਾ ਹੈ।
ਸਾਡੀ ਵਾਲਵ ਸੀਟ ਆਯਾਤ ਕੀਤੀ ਕੁਦਰਤੀ ਰਬੜ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ, ਜਿਸਦੇ ਅੰਦਰ 50% ਤੋਂ ਵੱਧ ਰਬੜ ਹੁੰਦਾ ਹੈ। ਸੀਟ ਵਿੱਚ ਇੱਕ ਚੰਗੀ ਲਚਕੀਲਾਪਣ ਵਿਸ਼ੇਸ਼ਤਾ ਹੈ, ਲੰਬੀ ਸੇਵਾ ਜੀਵਨ ਦੇ ਨਾਲ। ਇਹ ਸੀਟ ਨੂੰ ਬਿਨਾਂ ਕਿਸੇ ਨੁਕਸਾਨ ਦੇ 10,000 ਤੋਂ ਵੱਧ ਵਾਰ ਖੁੱਲ੍ਹੀ ਅਤੇ ਬੰਦ ਹੋ ਸਕਦੀ ਹੈ।
ਹਰੇਕ ਵਾਲਵ ਨੂੰ ਅਲਟਰਾ-ਸੋਨਿਕ ਸਫਾਈ ਮਸ਼ੀਨ ਦੁਆਰਾ ਸਾਫ਼ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਜੇਕਰ ਦੂਸ਼ਿਤ ਪਦਾਰਥ ਅੰਦਰ ਰਹਿ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਪਾਈਪਲਾਈਨ ਵਿੱਚ ਪ੍ਰਦੂਸ਼ਣ ਹੋਣ ਦੀ ਸਥਿਤੀ ਵਿੱਚ ਵਾਲਵ ਦੀ ਸਫਾਈ ਦੀ ਗਰੰਟੀ ਦਿਓ।
ਵਾਲਵ ਬਾਡੀ ਉੱਚ ਚਿਪਕਣ ਵਾਲੀ ਸ਼ਕਤੀ ਵਾਲੇ ਈਪੌਕਸੀ ਰਾਲ ਪਾਊਡਰ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ, ਜੋ ਪਿਘਲਣ ਤੋਂ ਬਾਅਦ ਇਸਨੂੰ ਸਰੀਰ ਨਾਲ ਚਿਪਕਣ ਵਿੱਚ ਮਦਦ ਕਰਦੀ ਹੈ।
ਵਾਲਵ ਦੇ ਹੈਂਡਲ ਵਿੱਚ ਡਕਟਾਈਲ ਆਇਰਨ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਇਹ ਆਮ ਹੈਂਡਲ ਨਾਲੋਂ ਖੋਰ-ਰੋਧੀ ਹੈ। ਸਪਰਿੰਗ ਅਤੇ ਪਿੰਨ ss304 ਸਮੱਗਰੀ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹਨ। ਹੈਂਡਲ ਦੇ ਹਿੱਸੇ ਵਿੱਚ ਅਰਧ-ਚੱਕਰ ਬਣਤਰ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਚੰਗੀ ਛੂਹਣ ਦੀ ਭਾਵਨਾ ਦੇ ਨਾਲ।
ਬਟਰਫਲਾਈ ਵਾਲਵ ਪਿੰਨ ਮੋਡੂਲੇਸ਼ਨ ਕਿਸਮ, ਉੱਚ ਤਾਕਤ, ਪਹਿਨਣ-ਰੋਧਕ ਅਤੇ ਸੁਰੱਖਿਅਤ ਕੁਨੈਕਸ਼ਨ ਦੀ ਵਰਤੋਂ ਕਰਦਾ ਹੈ।
ZFA ਵਾਲਵ ਬਾਡੀ ਠੋਸ ਵਾਲਵ ਬਾਡੀ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ, ਇਸ ਲਈ ਭਾਰ ਨਿਯਮਤ ਕਿਸਮ ਨਾਲੋਂ ਵੱਧ ਹੁੰਦਾ ਹੈ।
ਵਾਲਵ ਈਪੌਕਸੀ ਪਾਊਡਰ ਪੇਂਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਅਪਣਾਉਂਦੇ ਹਨ, ਪਾਊਡਰ ਦੀ ਮੋਟਾਈ ਘੱਟੋ-ਘੱਟ 250um ਹੈ। ਵਾਲਵ ਬਾਡੀ ਨੂੰ 200℃ ਤੋਂ ਘੱਟ ਤਾਪਮਾਨ 'ਤੇ 3 ਘੰਟੇ ਗਰਮ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ, ਪਾਊਡਰ ਨੂੰ 180℃ ਤੋਂ ਘੱਟ ਤਾਪਮਾਨ 'ਤੇ 2 ਘੰਟੇ ਲਈ ਠੋਸ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ।
ਬਾਡੀ ਟੈਸਟ: ਵਾਲਵ ਬਾਡੀ ਟੈਸਟ ਸਟੈਂਡਰਡ ਪ੍ਰੈਸ਼ਰ ਨਾਲੋਂ 1.5 ਗੁਣਾ ਦਬਾਅ ਵਰਤਦਾ ਹੈ। ਇਹ ਟੈਸਟ ਇੰਸਟਾਲੇਸ਼ਨ ਤੋਂ ਬਾਅਦ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਵਾਲਵ ਡਿਸਕ ਅੱਧੀ ਨੇੜੇ ਹੈ, ਜਿਸਨੂੰ ਬਾਡੀ ਪ੍ਰੈਸ਼ਰ ਟੈਸਟ ਕਿਹਾ ਜਾਂਦਾ ਹੈ। ਵਾਲਵ ਸੀਟ ਸਟੈਂਡਰਡ ਪ੍ਰੈਸ਼ਰ ਨਾਲੋਂ 1.1 ਗੁਣਾ ਦਬਾਅ ਵਰਤਦੀ ਹੈ।
ਵਿਸ਼ੇਸ਼ ਟੈਸਟ: ਗਾਹਕ ਦੀ ਜ਼ਰੂਰਤ ਦੇ ਅਨੁਸਾਰ, ਅਸੀਂ ਤੁਹਾਨੂੰ ਲੋੜੀਂਦਾ ਕੋਈ ਵੀ ਟੈਸਟ ਕਰ ਸਕਦੇ ਹਾਂ।
ਅਕਸਰ ਪੁੱਛੇ ਜਾਂਦੇ ਸਵਾਲ
ਸਵਾਲ: ਕੀ ਮੈਂ ਉਤਪਾਦ 'ਤੇ ਆਪਣਾ ਲੋਗੋ ਲਗਾ ਸਕਦਾ ਹਾਂ?
A: ਹਾਂ, ਤੁਸੀਂ ਸਾਨੂੰ ਆਪਣਾ ਲੋਗੋ ਡਰਾਇੰਗ ਭੇਜ ਸਕਦੇ ਹੋ, ਅਸੀਂ ਇਸਨੂੰ ਵਾਲਵ 'ਤੇ ਪਾਵਾਂਗੇ।
ਸਵਾਲ: ਕੀ ਤੁਸੀਂ ਮੇਰੀਆਂ ਆਪਣੀਆਂ ਡਰਾਇੰਗਾਂ ਅਨੁਸਾਰ ਵਾਲਵ ਤਿਆਰ ਕਰ ਸਕਦੇ ਹੋ?
ਉ: ਹਾਂ।
ਸਵਾਲ: ਕੀ ਤੁਸੀਂ ਆਕਾਰ ਦੇ ਆਧਾਰ 'ਤੇ ਕਸਟਮ ਡਿਜ਼ਾਈਨ ਸਵੀਕਾਰ ਕਰਦੇ ਹੋ?
ਉ: ਹਾਂ।
ਸਵਾਲ: ਤੁਹਾਡੀਆਂ ਭੁਗਤਾਨ ਦੀਆਂ ਸ਼ਰਤਾਂ ਕੀ ਹਨ?
A: ਟੀ/ਟੀ, ਐਲ/ਸੀ।
ਸਵਾਲ: ਤੁਹਾਡਾ ਆਵਾਜਾਈ ਦਾ ਤਰੀਕਾ ਕੀ ਹੈ?
A: ਸਮੁੰਦਰ ਦੁਆਰਾ, ਮੁੱਖ ਤੌਰ 'ਤੇ ਹਵਾਈ ਦੁਆਰਾ, ਅਸੀਂ ਐਕਸਪ੍ਰੈਸ ਡਿਲੀਵਰੀ ਵੀ ਸਵੀਕਾਰ ਕਰਦੇ ਹਾਂ।
ਗਰਮ ਵਿਕਣ ਵਾਲੇ ਉਤਪਾਦ